螺旋风管施工难题破解:不锈钢材质加工工艺与现场安装规范
2026-02-01 15:52:25 点击:
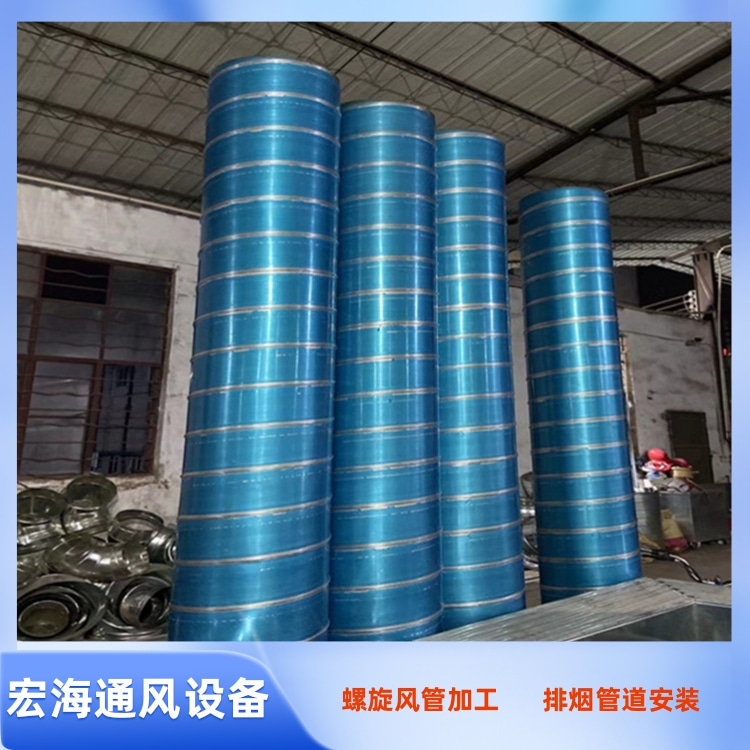
在工业通风、排烟除尘等工程中,不锈钢螺旋风管因耐腐蚀、密封性强的优势被广泛应用,但加工精度不足、安装漏风、焊缝锈蚀等难题常制约施工质量,掌握核心工艺与规范是破解关键。
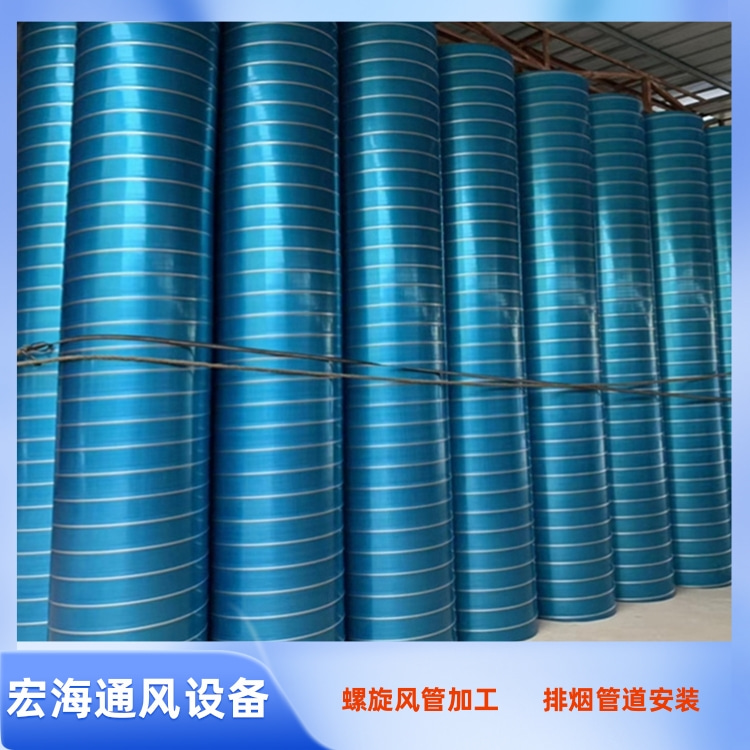
不锈钢螺旋风管加工环节的核心难题在于成型精度与焊缝防腐。选材需匹配工程需求,304 不锈钢适用于常规工况,316L 则适配化工、食品等腐蚀性环境,板材厚度需按风管直径分级:直径≤500mm 选 0.6-0.8mm,500-1000mm 选 0.8-1.2mm,避免薄材变形、厚材难成型的问题。加工时需调试螺旋风管机的进料速度与辊轮间距,确保咬口紧密无褶皱;焊缝采用氩弧焊工艺,焊后必须及时清理焊渣,并进行钝化处理,形成保护膜防止焊缝生锈,这是解决不锈钢螺旋风管加工后期锈蚀难题的关键步骤。此外,弯头、三通等配件需与风管同材质,弯头曲率半径不小于 1.5 倍管径,三通分支处加焊加固肋板,避免气流冲击导致变形。
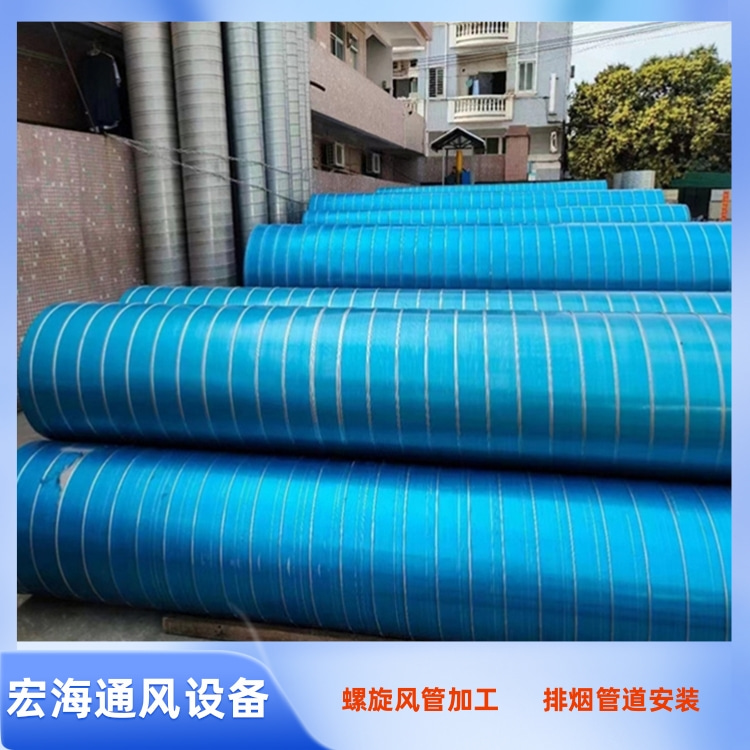
现场安装的重点是破解漏风与支架振动难题。支架安装需遵循 “均匀承重” 原则,吊架间距控制在 3-4m,支架与风管之间加装橡胶减震垫,既防止划伤管壁,又降低运行噪音。连接方式分法兰与承插式两种:法兰连接时需保证法兰面平整,密封垫片选用耐温硅胶垫,螺栓对称均匀紧固,杜绝局部受力不均导致的漏风;承插式接口需在插接处均匀涂抹密封胶,再用卡箍卡紧,提升密封性。不锈钢螺旋风管加工安装后需做气密性测试,用肥皂水涂刷接口与焊缝处,排查气泡渗漏点并及时修补。
最后,施工验收需核查风管垂直度、水平度偏差不超过 3mm/m,确保无扭曲、变形现象,从加工到安装全流程把控,才能彻底破解不锈钢螺旋风管加工施工难题,保障工程长期稳定运行。
- 上一篇:不锈钢螺旋风管安装需知有哪些? 2026/2/2
- 下一篇:详细介绍一下不锈钢螺旋风管的安装步骤 2026/1/23