角铁法兰风管加工工艺流程
2026-01-23 09:35:00 点击:
角铁法兰风管加工工艺流程如下面几项
1. 角铁法兰风管加工时的板材下料:按图纸算展开尺寸,用剪板机/数控切割镀锌钢板,去毛刺,下料尺寸误差≤±1mm,对角线偏差≤2mm,板面按需压筋增强刚性。
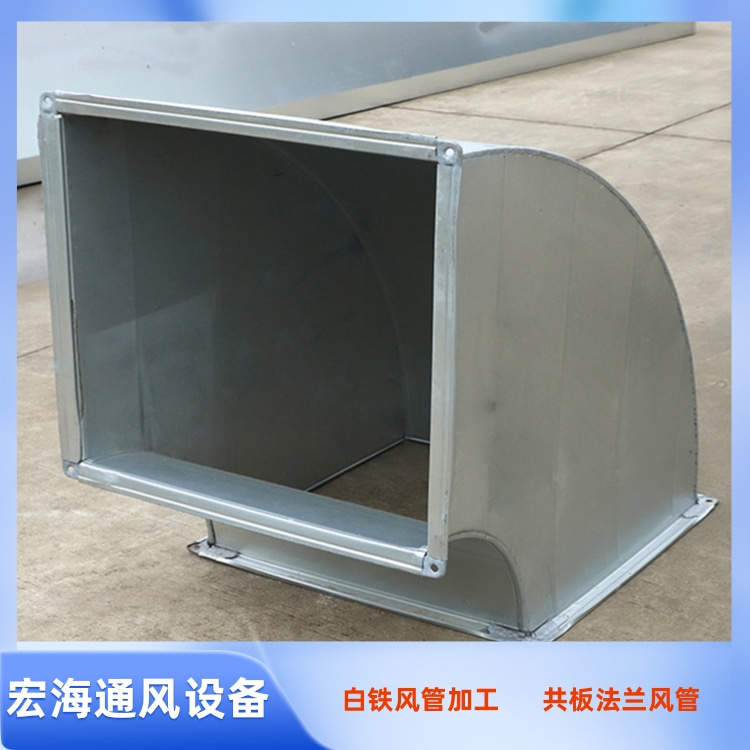
2. 角铁法兰风管加工时的风管成型:折弯机折90°直角,咬口机做联合角咬口,合缝处咬口紧密无开裂,缝隙≤0.8mm,校正风管方正度,四边垂直度偏差≤1.5mm/m。
3. 角铁法兰风管加工时的法兰制作:剪角、冲孔角铁,组对焊接成方形法兰,保证法兰平面度偏差≤1mm,对角线偏差≤2mm,焊后打磨焊疤,法兰孔距均匀、位置精准。
4. 角铁法兰风管加工时的法兰装配:将角铁法兰套入风管端口,法兰与风管端面贴合,点焊定位后满焊固定,焊缝饱满无虚焊,保证法兰与风管轴线垂直,无歪斜。
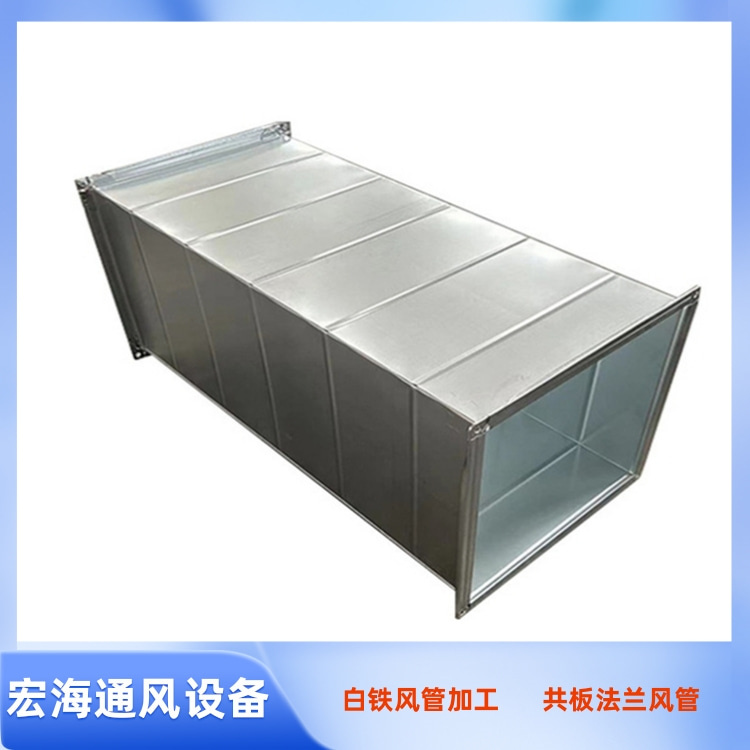
5. 角铁法兰风管加工时的密封加固:风管咬口缝、法兰与风管结合处涂密封胶,法兰拼接处加密封垫槽,根据风管规格加装加固筋,提升整体强度和密封性。
6. 角铁法兰风管加工时的检验整理:检测风管尺寸、法兰精度及密封性,校正局部变形,去除表面污渍、划痕,做好标识,完成加工。
该工艺法兰与风管连接牢固,密封性好,适用于中高压通风空调系统,全程严控焊接质量与尺寸精度。
- 上一篇:不锈钢螺旋风管加工过程中有什么需要规避的问题吗? 2026/1/23
- 下一篇:关于不锈钢满焊圆管加工注意事项 2026/1/23