不锈钢满焊圆管加工工艺流程有哪些?
2026-01-23 08:27:14 点击:
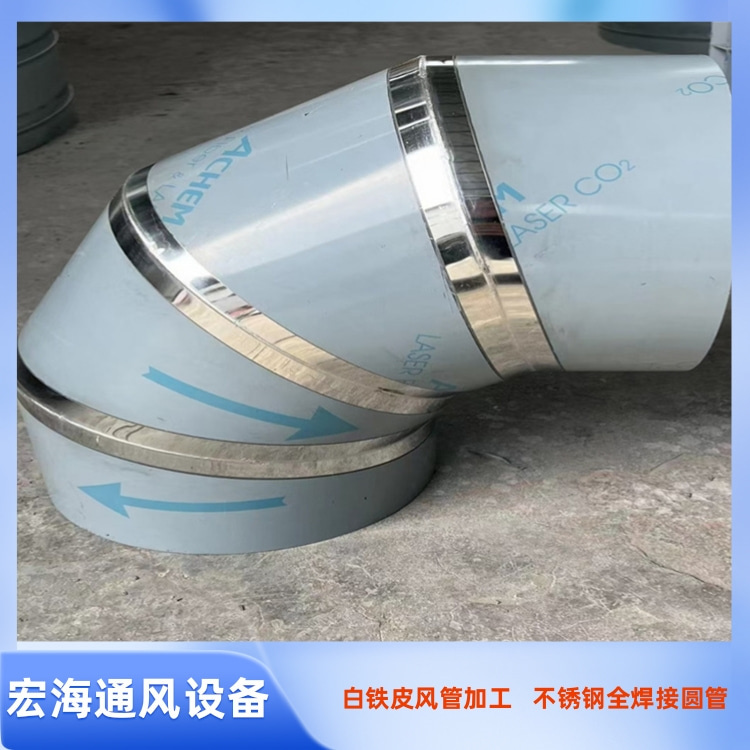
不锈钢满焊圆管工艺流程如下:
1. 不锈钢满焊圆管的下料卷圆:按图纸尺寸测算展开料,用激光/等离子切割不锈钢板,去除毛边;将料板放入卷圆机,多次滚压至规定直径,保证圆度误差≤1mm,接口处预留焊接余量。
2.不锈钢满焊圆管的接口组对:将卷圆后的风管接口对齐,采用工装夹具固定,保证接口缝隙≤0.5mm,轴线直线度偏差每米≤1.5mm,避免错边、翘曲。
4. 不锈钢满焊圆管的焊后处理:焊接完成后,用角磨机打磨焊缝及周边,使表面平整光滑;对焊缝区域进行酸洗钝化处理,去除焊斑、氧化皮,再用清水冲洗干净并擦干,提升耐腐蚀性。
5. 不锈钢满焊圆管的整形检验:用圆度规、卷尺检测风管直径、周长、长度,核对尺寸符合图纸要求;校正局部变形部位,保证风管两端面与轴线垂直,无明显翘曲。
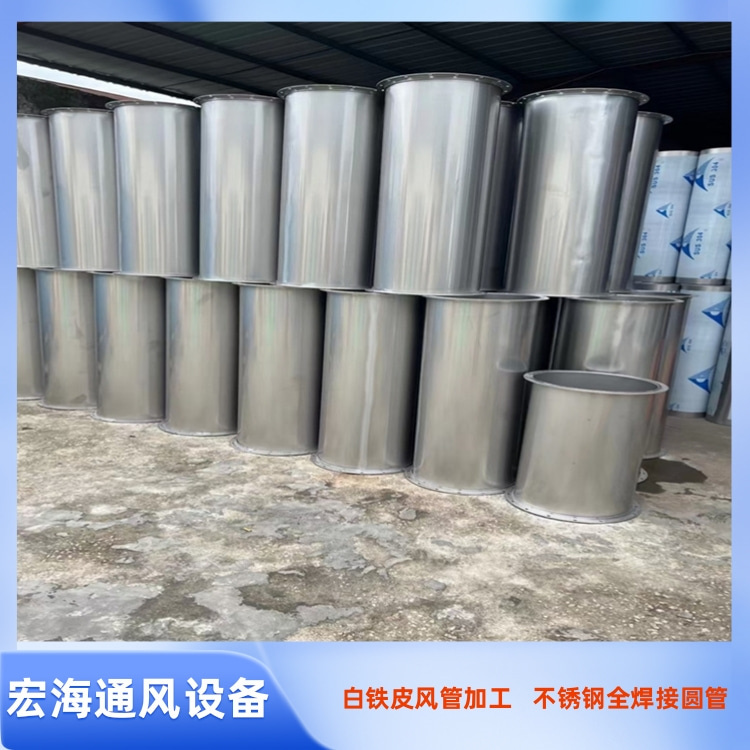
全程严控不锈钢板表面防护,避免划伤、磕碰,保证风管整体精度和焊接密封性,满足通风系统使用要求。
 http://www.jxhhtfw.com/Product/bxgfg/bxghjyxfg/
http://www.jxhhtfw.com/Product/bxgfg/bxghjyxfg/- 上一篇:共板法兰风管加工制作工艺有哪些? 2026/1/23
- 下一篇:没有啦