如何降低不锈钢螺旋风管加工的成本?
2026-02-02 14:08:25 点击:
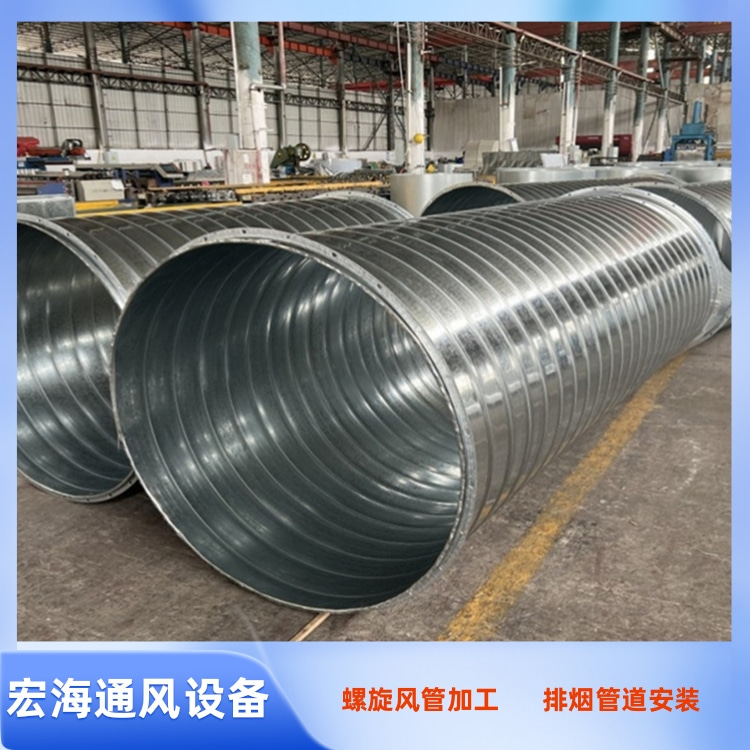
降低不锈钢螺旋风管加工成本需围绕材料、工艺、人力、管理四大核心环节,在不影响产品质量的前提下实现精细化管控,具体策略如下:
材料成本占总成本 50%-60%,是降本首要抓手。一是精准选材,根据使用场景匹配牌号与厚度,普通通风系统选用 304 不锈钢即可,腐蚀性强的环境再选用 316 不锈钢;依据风管直径、风压计算最小壁厚,避免冗余用料,例如直径 500mm 的低压风管,选用 0.8mm 厚板材即可满足需求,无需盲目加厚。
二是优化不锈钢螺旋风管加工中的排料与减少损耗,利用 CAD 软件进行数字化精准排料,结合螺旋成型机进料参数调整切割尺寸,将边角料损耗率从 3%-5% 降至 1%-2%;对边角料分类回收,与供应商协商以旧换新或集中售卖,回收 10%-15% 的材料成本。三是批量采购辅材,密封垫圈、卡箍等辅材通过长期合作协议批量采购,可争取 10%-20% 的采购折扣,进一步压缩辅材支出。
工艺与设备优化是不锈钢螺旋风管加工降本核心路径。推行规模化批量生产,集中同规格订单加工,减少设备换模、调试的时间损耗,将设备开机率提升至 80% 以上,摊薄设备折旧成本;简化非必要工艺,普通风管取消高成本的酸洗钝化,改用成本更低的表面抛光处理,常规连接优先采用无法兰卡箍连接,替代激光焊接工艺,单米成本可降低 10%-15%。同时加强设备维护,定期对螺旋成型机、剪板机进行润滑与检修,减少故障停机时间,将设备维护费用从原值的 2%-3%/ 年降至 1% 左右。
人力成本管控需兼顾效率与精简。引入全自动上料、卸料机器人,替代人工完成重复性工序,减少不锈钢螺旋风管加工中的基础操作岗位;对数控设备操作人员开展技能培训,实现 “一人多机” 管理,人均管理设备台数从 2 台提升至 4 台,人均日产能从 200 米提高到 350 米。推行 “计件 + 绩效” 薪酬模式,将产量、损耗率与工资挂钩,激励员工提升效率;合并重叠工序,将端口找平与初步质检整合,减少工序衔接时间,提升整体加工效率。
管理层面需压缩隐性成本。实行 “以销定产” 模式,根据订单需求制定生产计划,降低原材料与成品库存的仓储成本,避免资金占用;优化不锈钢螺旋风管加工车间布局,减少物料转运距离,降低运输能耗;采用节能设备并错峰用电,将水电能耗降低 10%-15%;就近选择原材料供应商,缩短运输半径,降低原材料物流成本。
- 上一篇:展开说明如何优化不锈钢螺旋风管加工的工艺 2026/2/2
- 下一篇:不锈钢螺旋风管安装需知有哪些? 2026/2/2